Tài liệu & Video clips
| 1. CATALOGUE MÁY GIA CÔNG ỐNG THÉP TUWEI_ | Click để tải về |
http://www.mediafire.com/file/77td66busv5fa54/Tuwei+machine+catalogue.zip/file
|
2. GIỚI THIỆU VIDEO CLIPS DO VINACHIN THỰC HIỆN:
|
3. VIDEO CLIPS HƯỚNG DẪN LẮP ĐẶT - ENGLISH | |
|
PHẦN I- GIỚI THIỆU PHỤ KIỆN & MÁY GIA CÔNG KHỚP NỐI RÃNH (Introduce grooved coupling & grooving machines). PHẦN II- HƯỚNG DẪN GIA CÔNG & LẮP ĐẶT KHỚP NỐI RÃNH (Processing & installation) |
||
|
|
| 4. TẢI VỀ CATALOGUE, FM UL CERTIFICATE KHỚP NỐI RÃNH XHTONG | Click để tài tài liệu |
.
|
.THÔNG TIN CƠ BẢN KHỚP NỐI RÃNH/ GROOVED COUPLING |
||||||
| 1) Chứng nhận UL& FM & CE/ UL& FM & CE Certificates | ||||||
|
2) Sản phẩm được sản xuất theo tiêu chuẩn quốc tế/ Grooved specifications: according to International Standard |
||||||
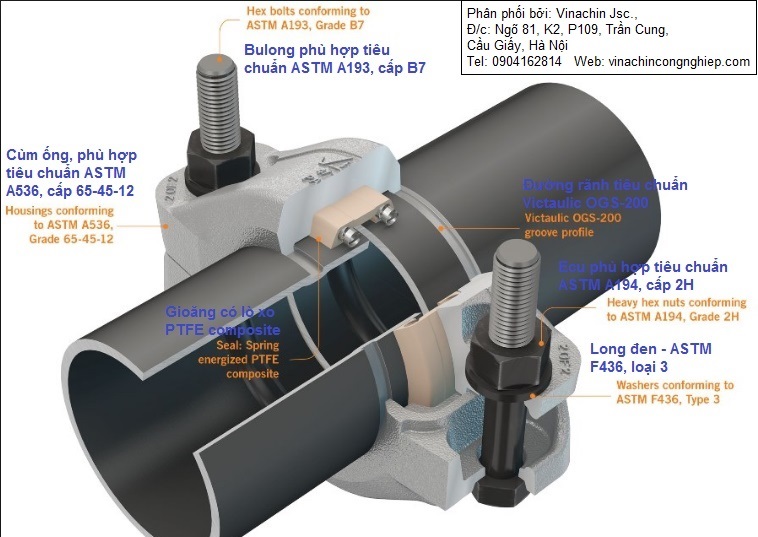
| 3) Vật liệu: Gang dẻo, tiêu chuẩn ASTM A536, Grade 65--45--12/ Material: Ductile Iron conforming to ASTM A536, Grade 65--45--12 | ||||||
| 4) Áp suất làm việc từ 300psi - 800psi/ Working Pressure: 300 Psi | ||||||
| 5) Tiêu chuẩn ren BSPT/NPT/ Thread: BSPT/NPT | ||||||
| 6) Vật liệu gioăng: Cấp nước và khí nén thông thường, sử dụng gioăng sản xuất từ hợp chất cao su EPDM(Cao su ethylene propylene diene monomer (M-class)/ Gasket: EPDM (*) Xem thêm nội dung lựa chọn gioăng | ||||||
| 7) Màu sắc: đỏ/cam/xanh/hoặc theo yêu cầu/ Color: Red/ Orange/ Blue/ According to requirements |
.LỰA CHỌN KHỚP NỐI RÃNH
|
Tùy theo yêu cầu kỹ thuật. Người sử dụng lựa chọn khớp nối có áp suất làm việc 300psi cho đến 800psi (working pressure from 300psi to 800psi), sản phẩm được cấp chứng nhận tiêu chuẩn UL, FM, CE ..(UL, FM, CE certificate) Ứng dụng của Khớp nối rãnh (grooved fittings) được dùng cho hệ thống đường ống dân dụng & công nghiệp
|
.LỰA CHỌN GIOĂNG(GASKET) THÍCH HỢP THEO YÊU CẦU CÔNG NGHỆ (*)
| Hợp chất gioăng | Mác | Ký hiệu | Gợi ý sử dụng | Dải nhiệt độ |
|
EPDM ((Cao su ethylene propylene diene monomer (M-class)) |
E | Vạch xanh lá cây | Sử dụng tốt cho ht nước lạnh và nước nóng lên đến + 230 ° F (+ 110 ° C). Hệ thống ống dẫn khí, hệ thống nước có axit, nước có thành phần clo, nước khử ion, nước biển và nước thải, axit loãng, khí không lẫn dầu và nhiều hóa chất. Khuyến cáo, không khuyên dùng cho dầu, dung môi và hydrocarbon thơm |
-29oF (-34oC) to +230oF (+110oC) |
|
Nitrile (Cao su nitrile hay cao su NBR)( tên gốc: nitrile-butadiene rubber) |
T | Vạch màu cam | Sử dụng tốt cho dầu, dầu khoáng, dầu thực vật, hương liệu, nhiều axit và nước ≤ + 150 ° F (+ 65 ° C) | -20oF (-29oC) to +180oF (+82oC) |
|
White Nitrile (Cao su Nitrile màu trắng) |
A | Gioăng mầu trắng | Tốt cho các sản phẩm thực phẩm có dầu và chất nhờn, chế biến, cũng như sản xuất thuốc và mỹ phẩm. Hỗn hợp từ các thành phần đã được FDA chấp thuận (CFR mục 21 Phần 177.2600). | -20oF (-7oC) to +180oF (+82oC) |
|
Cao su Silicon (polymer tổng hợp làm từ silicon, oxygen và các nguyên tố khác, thường gặp nhất là carbon và hydrogen) |
L | Vạch đỏ | Tốt cho không khí nóng khô, không có hydrocarbon và nhiệt độ hóa chất cao. | -29oF (-34oC) to +350oF (+177oC) |
|
Fluoro-elastomer (Viton) |
O | Vạch xanh da trời | Tốt cho nhiều axit ôxi hóa, dầu có nguồn gốc halogen hydrocarbon, chất bôi trơn, chất lỏng thủy lực, chất lỏng hữu cơ và không khí với hydrocacbon đến + 300 ° F (+ 149 ° C). |
-20oF (-7oC) to +300oF (+149oC) |
GIỚI THIỆU KHỚP NỐI RÃNH (GROOVED COUPLING)
- Các phương pháp đấu nối ống truyền thống:
|
Để đấu nối các ống thành hệ thống đường ống, người ta thường dùng 4 phương pháp truyền thống như sau:
Mối ghép ren dễ tạo ra khe hở làm rò rỉ mối ghép. Do đó, người ta phải dùng băng keo (teflon) để bịt kín. Phương pháp này thường áp dụng cho ống kim loại có đường kính tối đa đến 50mm. Đến đường kính 65mm mối ghép này không được dùng vì xác suất rò rỉ tăng lên rất cao. Việc lắp-tháo rất khó khăn vì cần lực xiết và không gian rất lớn. Không thể nối những chỗ ống cong.
|
2. Giải pháp đấu nối ống bằng khớp nối có rãnh

|
Năm 1925, hãng Victaulic, Hoa Kỳ, phát minh ra công nghệ đấu nối ống có tính cách mạng, thay đối hoàn toàn các phương pháp truyền thống. Nó được gọi là giải pháp đấu nối hệ ống Victaulic (Victaulic piping system solution). Mối ghép này được gọi là mối ghép cơ học (mechanical joint, tức không dùng nhiệt hay hoá chất), hoặc mối ghép dùng khớp nối có tạo rãnh đầu ống (mechanical grooved-end joint). Khớp nối này được gọi là coupling. Phát minh này đã được ứng dụng rất nhiều trên thế giới trong các lãnh vực:
|
|
Giải pháp đấu nối ống này có các ưu điểm như sau:
2. Yếu tố chất lượng: Chi phí vận hành thấp và tuổi thọ hệ thống ống gia tăng
|
|
|
. 
3. Yếu tố kinh tế: bao gồm không gian lắp ống, chi phí vật tư ống, thời gian thi công, chi phí vận hành và bảo dưỡng..
Các lưu ý khi so sánh các giải pháp:
|
Thiết bị gia công ống
|
MỘT SỐ MÁY VÀ THIẾT BỊ GIA CÔNG ỐNG THÔNG DỤNG ĐƯỢC ĐÁNH GIÁ CAO TRÊN THỊ TRƯỜNG TRONG VÀ NGOÀI NƯỚC, DỊCH VỤ BẢO HÀNH ĐẢM BẢO, NSX BÁN PHỤ TÙNG THAY THẾ THEO YÊU CẦU. GIỚI THIỆU MỘT SỐ MÁY GIA CÔNG ỐNG THÉP CỦA NSX ZHEJIANG VICTAULIC-TUWEI PIPING EQUIPMENT CO.,LTD (Công ty liên doanh với Victaulic USA) 1- MÁY TẠO RÃNH ỐNG THÉP TWG-IIA/ PIPE GROOVING MACHINE TWG-IIA - TÊN THƯƠNG HIỆU TUWEI, MODEL TWG-IIA, DN50-DN300, - ĐỘ DÀY ỐNG SCH5-SCH40, LĂN RÃNH HIỆU DỤNG VỚI ỐNG CÓ ĐỘ DÀY (WALL THICKNESS) ĐẾN 10MM, P 1100W VỚI U 220V, P 750W VỚI U 380V * Ưu điểm: - Lăn rãnh trên thân ống có độ dày lớn đến 10mm, sử dụng bộ ép thủy lực để ép con lăn bị động (knurl wheel) lên thân ống nên hỗ trợ hiệu quả người vận hành máy. - Thời gian lăn rãnh ống dn100 khoảng 2''-3'' |

|
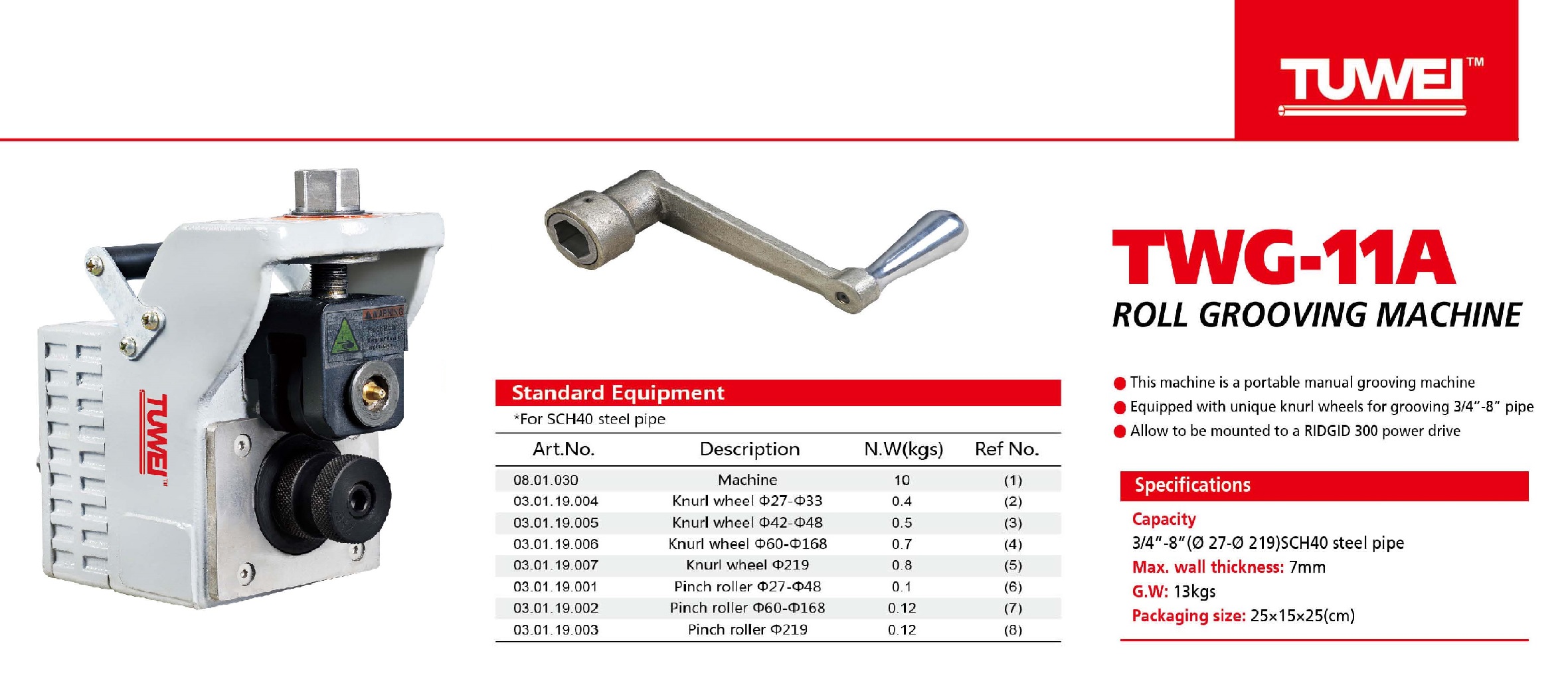
2- THIẾT BỊ TẠO RÃNH ỐNG THÉP TWG-11A/ PIPE GROOVING MACHINE TWG-11A
- TÊN THƯƠNG HIỆU TUWEI, MODEL TWG-11A, DN25-DN200, - ĐỘ DÀY ỐNG SCH5-SCH40, LĂN RÃNH HIỆU DỤNG VỚI ỐNG CÓ ĐỘ DÀY (WALL THICKNESS) ĐẾN 7MM * Ưu điểm: - Lăn rãnh trên thân ống có độ dày lớn đến 7mm, lăn được ống có đường kính nhỏ hơn dn50. Sử dụng hiệu quả kết hợp với Máy ren ống nước truyền thồng. Trục quay của Twg-11A được lắp trên bộ kẹp ống của máy ren. - Thao tác gá lắp máy rất đơn giản - Không có bộ ép thủy lực, người vận hành sử dụng tay quay để quay trục ren tịnh tiến vào ra để ép con lăn bị động (knurl wheel) lên thân ống nên hộ trợ hiệu quả cho người vận hành. - Thời gian lăn rãnh ống dn100 khoảng 2''-3'' |
|
3- MÁY CẮT ỐNG THÉP TWQ-VA/ PIPE CUTTING MACHINE TWQ-VA - TÊN THƯƠNG HIỆU TUWEI, MODEL TWQ-VA, DN50-DN200, - CẮT HIỆU DỤNG VỚI ỐNG CÓ ĐỘ DÀY (WALL THICKNESS) ĐẾN 6MM, CÔNG SUẤT 550W, ĐIỆN ÁP 220V; 380V * Ưu điểm: Sử dụng lưỡi cắt hợp kim, mặt cắt ống rất phẳng, không gây ồn, không gây tia lửa điện, thời gian cắt ống nhanh (cắt ống dn100 dày 6mm, thời gian cắt khoảng 2-3 phút) |
.
|
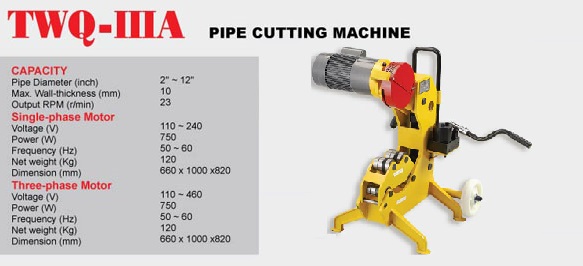
. 4- MÁY CẮT ỐNG THÉP TWQ-IIIA/ PIPE CUTTING MACHINE TWQ-IIIA
- TÊN THƯƠNG HIỆU TUWEI, MODEL TWQ-IIIA, DN50-DN300, - CẮT HIỆU DỤNG VỚI ỐNG CÓ ĐỘ DÀY (WALL THICKNESS) ĐẾN 10MM, CÔNG SUẤT 550W, ĐIỆN ÁP 220V; 380V * Ưu điểm: - Di chuyển máy dễ dàng nhờ bánh xe cố định trên thân máy - Sử dụng lưỡi cắt hợp kim, mặt cắt ống rất phẳng, không gây ồn, không gây tia lửa điện, thời gian cắt ống nhanh (cắt ống dn300 dày 6mm, thời gian cắt khoảng 5-7 phút)
|
5- MÁY KHOÉT LỖ ỐNG THÉP TWK-IIIA/ PIPE CUTTING .
- TÊN THƯƠNG HIỆU TUWEI, MODEL TWK-IIIA, DN25-DN100,
- CẮT HIỆU DỤNG VỚI ỐNG CÓ ĐỘ DÀY (WALL THICKNESS) ĐẾN 10MM, CÔNG SUẤT 550W, ĐIỆN ÁP 220V; 380V
* Ưu điểm: - Khoan mở lỗ trên thân ống kể cả khi ống đã đươc treo trên cao do máy có cấu tạo đặc biệt.
- Động cơ sử dụng hộp giảm tốc (gear box), thân mũi khoan (connecting rod) cấu tạo lục giác nên mũi khoan không bị xoay trượt, mũi cắt là thép hợp kim nên hiệu quả cắt rất cao.

Sản phẩm khớp nối rãnh ống thép và máy tạo rãnh ống thép do Công ty cổ phần Vinachin phân phối ra thị trường được lựa chọn rất tốt về chất lượng với giá hợp lý. Dịch vụ chăm sóc sau bán hàng chu đáo, đáp ứng mọi yêu cầu của khách hàng.
<span style="